In ancient times the first metals known to man were copper and gold. Both had an attractive colour and were easily shaped. Copper was alloyed with tin to form the first alloy, bronze, followed much later by brass which was probably made accidentally by melting zinc rich copper ores. These copper alloys were used in the cast and wrought form to produce an impressive range of tools and decorative objects of impressive beauty.
The ratio of copper to tin in bronze varies depending on the application. For sculpture it is usually 90% copper and 10% tin. Bronze is resistant to corrosion, very hard and tough. Sculptors cannot work with bronze in the same way as stone. The bronze has to be melted and poured into a mould. This is called casting.
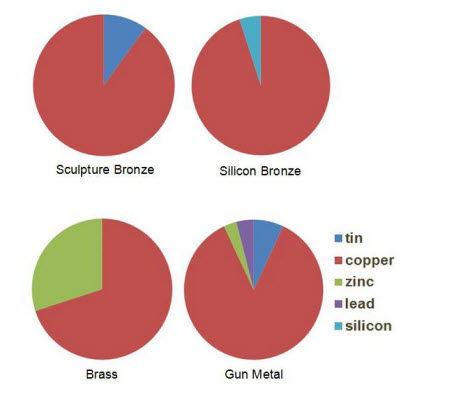
These pie charts show the composition of four copper alloys. Gun metal has been used for many years to cast bronzes, but it is being replaced by lead free bronzes and silicon bronze.
Bronze Casting
Making the mould
For small bronzes the mould is usually made from ceramic. For large moulds like The Meeting Place bronze in St. Pancras Station sand is used.
(Courtesy of LCR/ Paul Day.)
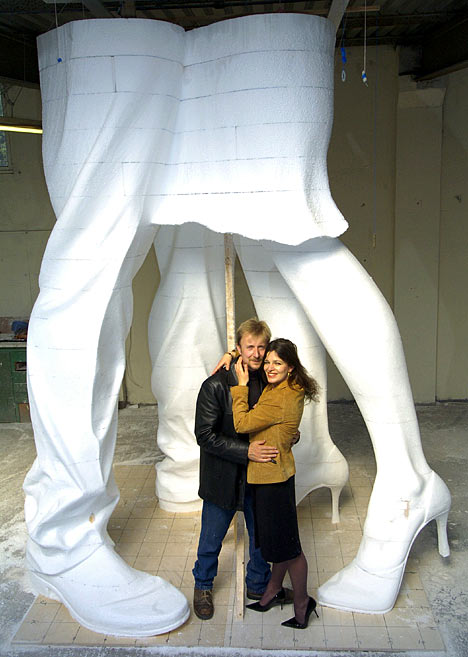
The mould for The Meeting Place statue was formed around this polystyrene model. The artist, Paul Day, posed with his wife, Catherine, to come up with the final shape. The polystyrene form is made from layers. The join lines can be seen in this photo.
The artist Paul Day explains how it was done:
‘The [polystyrene] form is cut into manageable sections and is taken to the foundry. A sand mould is made around the outside of these big sections. It is injected with CO2 to go hard, so the sand becomes like a rock. We remove the polystyrene and put in a core and pour bronze into the space between the core and sand mould. Like that, we create [hollow] bronze sections that will be welded together to form the finished sculpture.’
The crucible
Bronze melts at about 1000 ºC. This temperature varies with the type of bronze alloy. Bronze is poured at an even higher temperature of 1150 ºC. Crucibles must have a far higher melting point. The higher pour temperature prevents premature solidification in narrow parts of the mould and reduces the viscosity of the molten bronze. They are made from mineral materials such as silicon carbide, which melt at over 2700 ºC.
(Courtesy of artworksfoundry.com.)
For The Meeting Place about 30% of the bronze was recycled. The total weight was around nine tonnes.
The casting
Molten bronze is poured into the gap between the mould and the core to form a hollow bronze section. This process has not changed in thousands of years. The bronze takes about three hours to cool for large sections of a sculpture this big. The cooling is more complex than you might think because the bronze is changing from a liquid to a solid. The complete assembled sculpture is bright new bronze.

(Courtesy of LCR/Paul Day.)
Patination
If bright new bronze is left outside it will react with the atmosphere to form a dark “patina”. Bronze is not very reactive, so this process could take decades. Sculptors accelerate this process by heating the surface and spraying chemicals onto the bronze. The statue is patinated before it is delivered.

The patinated sculpture arrives at St. Pancras. The feet show the hollow structure.
(Courtesy of LCR/Paul Day.)
The Meeting Place is a dark brown colour when it arrives at St.Pancras Station. The final process is waxing to give a shine and protect the bronze. There are videos of these processes at www.morrissinger.co.uk. The Meeting Place was cast at Morris Singer.
Questions
- Why is the sculpture hollow?
- Why has this sculpture been pre-patinated?

 |
 |
Comments
0 comments
Please sign in to leave a comment.